Stabilität und Wachstum
Paul.Bayer am 20. June 2010 um 18:42In Las Vegas haben sich die Anwender der Theory of Constraints versammelt zum zweitägigen TOC-Upgrade mit Eli Goldratt und zur nachfolgenden TOCICO-Konferenz 2010. Ich berichte vom Upgrade und von den Vorträgen der Konferenz.
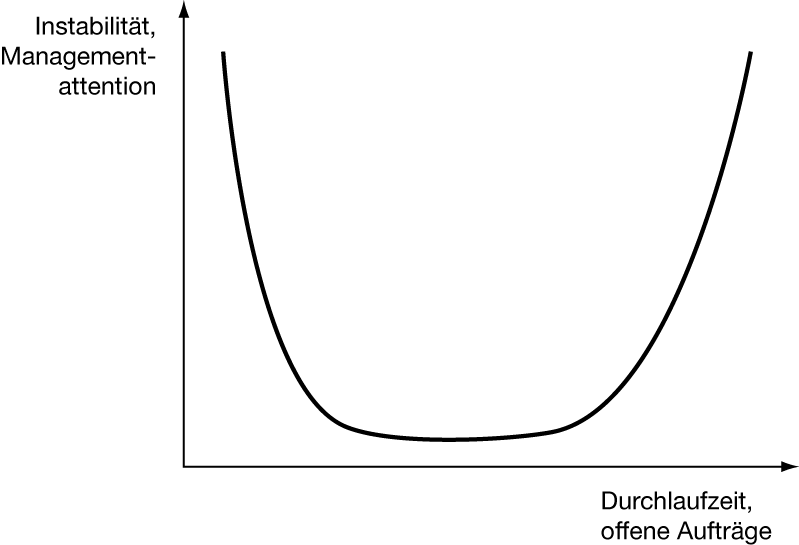
Die U-Kurve in den TOC-Operations
Die U-Kurve beschreibt in der TOC den Bereich der Stabilität eines Arbeitssystems in Abhängigkeit von seinen Beständen. Danach gibt es für jedes Arbeitssystem eine Zone, in der es stabil arbeiten kann. Wachsen die Bestände über diesen Bereich hinaus an, nehmen die Turbulenzen zu, der Materialfluss wird unübersichtlich, Fehler und Leerlauf, Konflikte und Firefighting nehmen rasch zu. Ständige Managementaufmerksamkeit ist erforderlich. Dasselbe geschieht, wenn die Bestände den Bereich der stabilen Operationszone unterschreiten. Wo die Kurve genau liegt, hängt von der Komplexität des Arbeitssystems, von Variation, den Unterbrechungen und inneren Abhängigkeiten ab. Sie ist nicht theoretisch bestimmbar, weil diese Faktoren meist nicht vollständig bekannt sind und eine Modellierung sehr aufwändig wäre. Die Kurve wird deshalb in der TOC-Anwendung praktisch bestimmt. Der breite Operationsbereich in der Mitte der Kurve kann durch praktisches mehrmaliges Verkleinern oder Vergrößern der Bestände gefunden werden [1].
Erster Fall, zu hohe Bestände oder Arbeitsvorräte:
Das ist der häufigste Fall zu Beginn einer TOC-Umsetzung. Die Situation entspricht in etwa derjenigen, die Goldratt in „The Goal“ beschrieben hat. Hier besteht der erste Schritt darin, die Materialfreigabe zu drosseln (choking the release) und dadurch die Bestände in etwa zu halbieren. Dann wird das Bottleneck sichtbar. Man beginnt die Materialfreigabe an den Durchsatz des Bottlenecks (Drum) lose zu koppeln (Rope) und so zu kontrollieren, dass die Bestände im System (Buffer) im stabilen Bereich bleiben. Puffermanagement bietet einen Kontrollmechanismus, um die richtige Größe des Puffers zu finden und beizubehalten. Im Ergebnis sinken die Bestände, Durchlaufzeiten und Instabilitäten deutlich [2].
Goldratt streicht heraus, dass der wichtigste Weg, ein mit offenen Aufträgen und Beständen verstopftes und überlastetes Arbeitssystem zu stabilisieren, darin besteht, die Zahl der offenen Aufträge im System deutlich zu reduzieren.
Zweiter Fall, zu geringe Bestände: Dieser Fall ist z.B. durch Lean-Umsetzungen entstanden, wenn One-Piece-Flow eingeführt wurde ohne die Unterbrechungen, Variationen, Abweichungen etc. zu reduzieren (was nur sehr bedingt möglich ist). Jede Unterbrechung an einer Arbeitsstation kann in diesem Fall dazu führen, dass die Arbeit des gesamten Systems unterbrochen wird. Wieder entstehen Firefighting, Konflikte, Turbulenz, Stop-and-Go. Hier müssen zunächst Puffer (Zeitpuffer, Bestandspuffer) in das System eingebracht werden, um die Abhängigkeiten zu entkoppeln und den Engpass sichtbar zu machen und steuern zu können. Goldratt schlägt hier eine einfache iterative Strategie vor: Platziere den Puffer in die Mitte des Flusssystems. Ist er immer gefüllt, dann liegt der Engpass stromabwärts. In diesem Fall platziere den Puffer in die Mitte der zweiten Hälfte der Linie usw. [3].
Zu starke Abhängigkeiten
Diesen zweiten Fall führt Goldratt noch näher aus. Die benötigte Zeit an jeder Arbeitsstation folgt einer schiefen Verteilung mit einem langen Schweif nach rechts für unerwartete und unkontrollierbare Ereignisse:
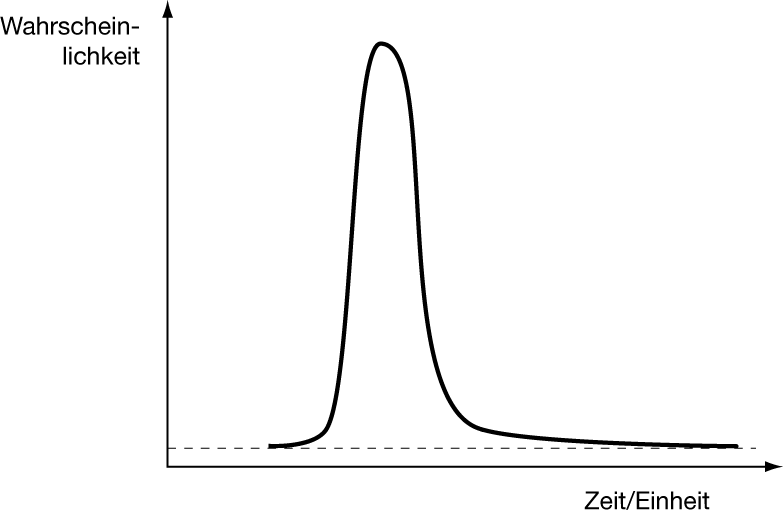
Systeme ohne Zwischenpuffer und Schutzkapazitäten (protective capacity) für den Engpass werden unmittelbar von den Ereignissen im Schweif der Verteilung abhängig („Murphy“ oder „schwarze Schwäne“). Je größer die Anzahl der so gekoppelten Arbeitsstationen ist, desto höher die Empfindlichkeit des Systems für Unterbrechungen.
Goldratt macht zwei interessante Anmerkungen:
- Zum einen macht die Gestaltung eines „Lean“-Systems mit zu starken Abhängigkeiten alle Ansätze zur Reduzierung von Variation im Schwerpunkt der Verteilung z.B. mit SPC oder Six Sigma zunichte.
- Zum anderen können solche politisch eingeschränkten „Lean“-Systeme mit TOC deutlich verbessert werden. Sie enthalten große innere ungenutzte Kapazitäten und Potenziale. Diese Situation resultiert aus einer Anwendung von Lean ohne Verständnis für die Systemzusammenhänge und für die Auswirkung von Variation.
Die grüne und rote Kurve

Die U-Kurve wirft auch ein neues Licht auf den Zusammenhang von Stabilität (grüne Kurve) und finanziellem Wachstum (rote Kurve) [4]. Stabilisierung ist die Voraussetzung zur Erschließung der Wachstumspotenziale eines Systems. Erst durch Stabilisierung, also durch die Realisierung der grünen Kurve werden die bisher eingeschränkten und durch Konflikte und Firefighting gebundenen inhärenten Potenziale des Systems frei und können dann für Verbesserung und für das Erreichen von Wachstum gebündelt werden. Stabilisierung ermöglicht Fokus. Ganz nebenbei ist Stabilisierung auch der wichtigste Punkt, um Verbesserung für die Mitarbeiter akzeptabel und wünschenswert zu machen.
Zum anderen ist das eine schöne Illustration eines Credos von wandelweb.de: Nur Systeme mit Spielräumen, die nicht zu stark eingeschränkt sind, können ihre inneren Potenziale entfalten.